
服務熱線
021-50139844 17317153416
相對來說,不干膠標簽通常針對高端的產品,而在這其中,回轉式的貼標機是其中的速度之王,它可以達到40,000個/小時的貼標速度,而精度也要達到±0.1mm,并且,要有高的靈活性,因為標簽的尺寸規格、材質也在變化,這需要機器具有高靈活性來適應不同的標簽的貼標任務。
圖1:
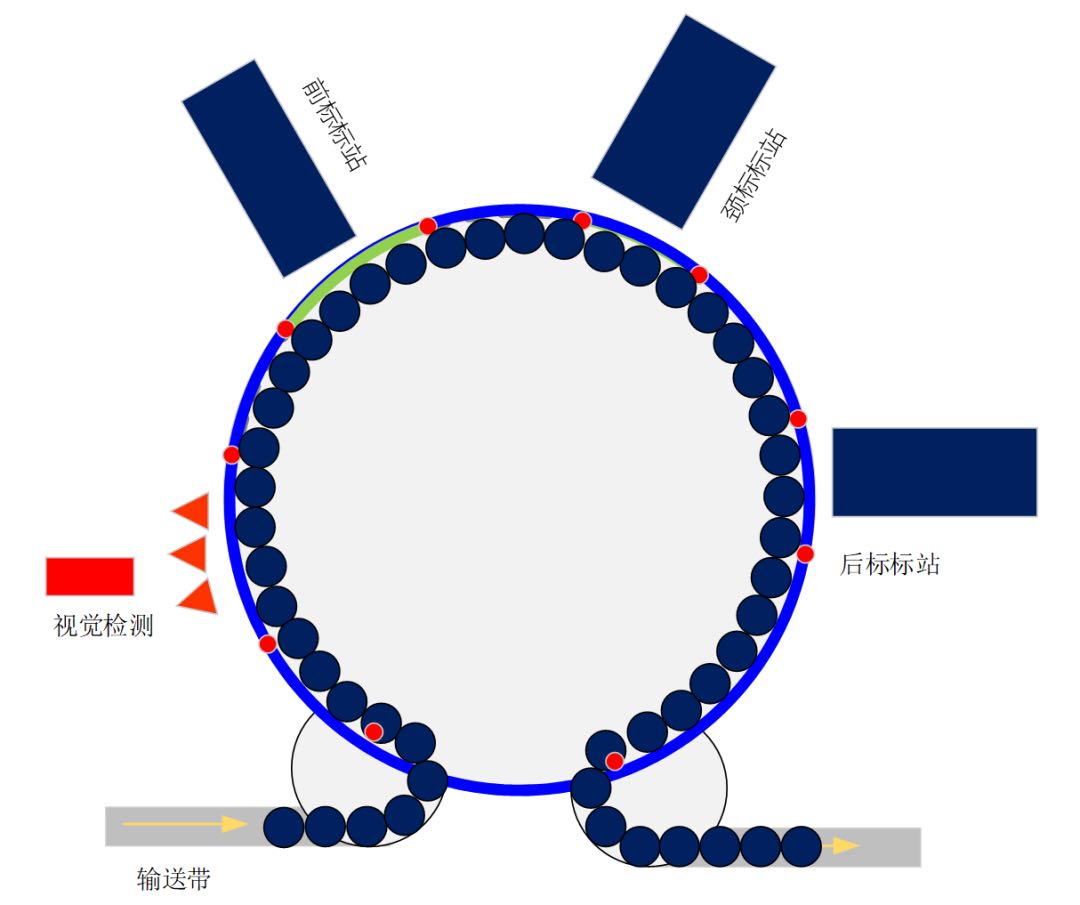
圖1是回轉貼標機的機械示意圖,它由大圓盤及在其上的托盤、標站構成,整個托盤圍繞著圓盤旋轉,而貼標站可以多個,并且可以是冷膠、熱熔膠、不干膠的多種形式,可以自由組合配對—根據貼標本身的需求。
為了確保整個機器的嚴絲合縫的配合,送瓶螺桿將瓶子準確的送入、并隨著托盤旋轉,以達到比較好的貼標位置,整個過程中,需要機械機構間非常緊密的配合,高精度且穩定的運動控制。

圖2-托盤電機的安裝
為了讓每個托盤都可以適應于各種瓶型,托盤均采用伺服電機進行角度和位置的調整-在機器上,多達30個甚至60個伺服系統來進行定位控制。由于機器空間緊湊,因此,采用了貝加萊的“背包電機”—它將伺服驅動器和電機集成于一體的ACOPOSmotor,它體積小,且支持多圈絕對值編碼器,記憶多圈位置。
在貼標的托盤上,瓶子會被卡到托盤的凹槽中,如果瓶子是非圓形的,那么這個托盤必須旋轉到所需貼標面(如有些瓶子是菱形或者橢圓形),因此,需要獲得一個旋轉角度使得其剛好可以作為貼標的起點,而另一方面,這個托盤在進入貼標區域的時候,它必須與貼標頭保持線速度的一致,然后再去回零,整個過程根據貼標尺寸的變化,是一個電子凸輪曲線(CAM)位置環控制,這個就需要托盤高速跟隨主軸,并且隨著貼標尺寸規格的變化可以自動計算凸輪曲線,并獲得光滑的切換能力。圖3-則顯示了每個托盤都需要進行的這個運動控制過程。
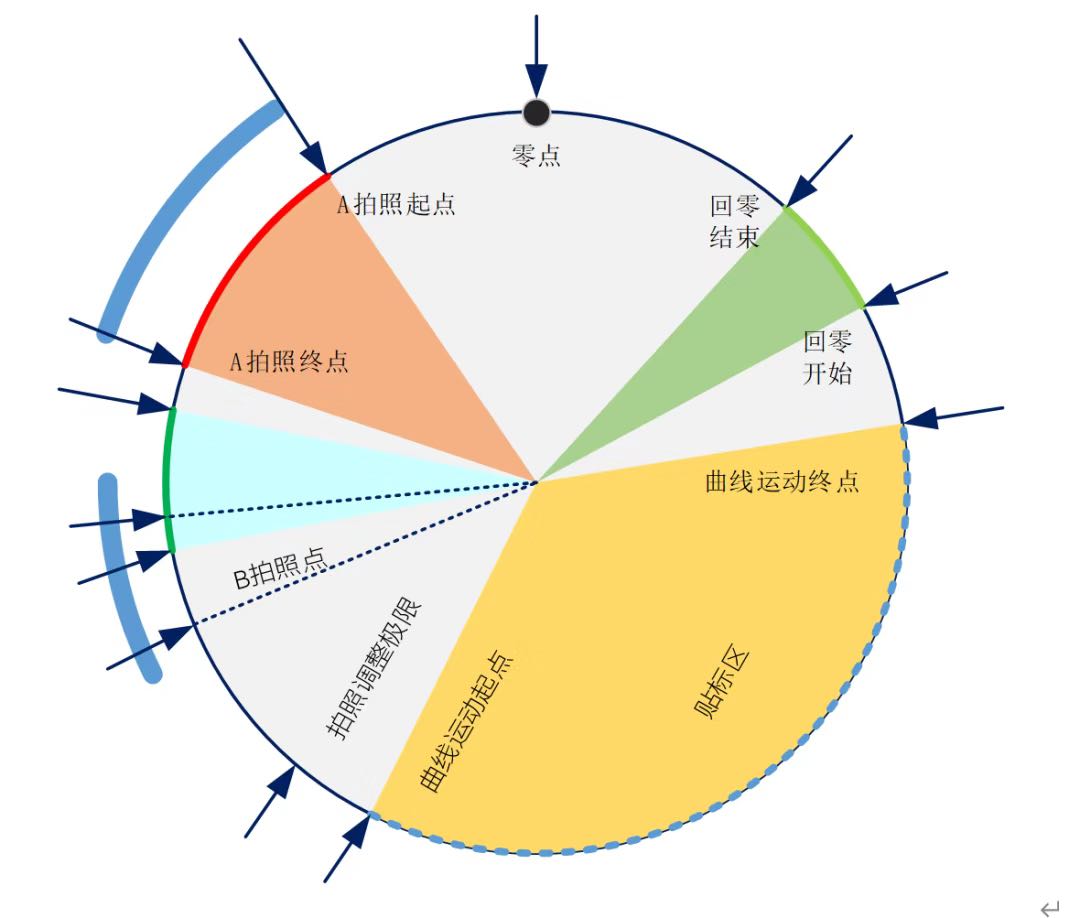
圖3-托盤的檢測與運動控制
ACOPOS系列運動控制器,本身的電子凸輪曲線(AutoCAM)能夠達到極高精度,可以規避機械的精度不足,且能夠獲得非常光滑的曲線,確保低的機械沖擊。另外,在程序實現上,可以多種靈活的觸發,編碼器、程序或時間觸發均可。
圖4是送標機構的示意圖,它是將標簽放卷、牽引、送出、裁切的機構構成,可以由多種類型的標站,采用收放卷的高速運動控制技術來保障穩定的張力,以為精準送標、切標提供保障。
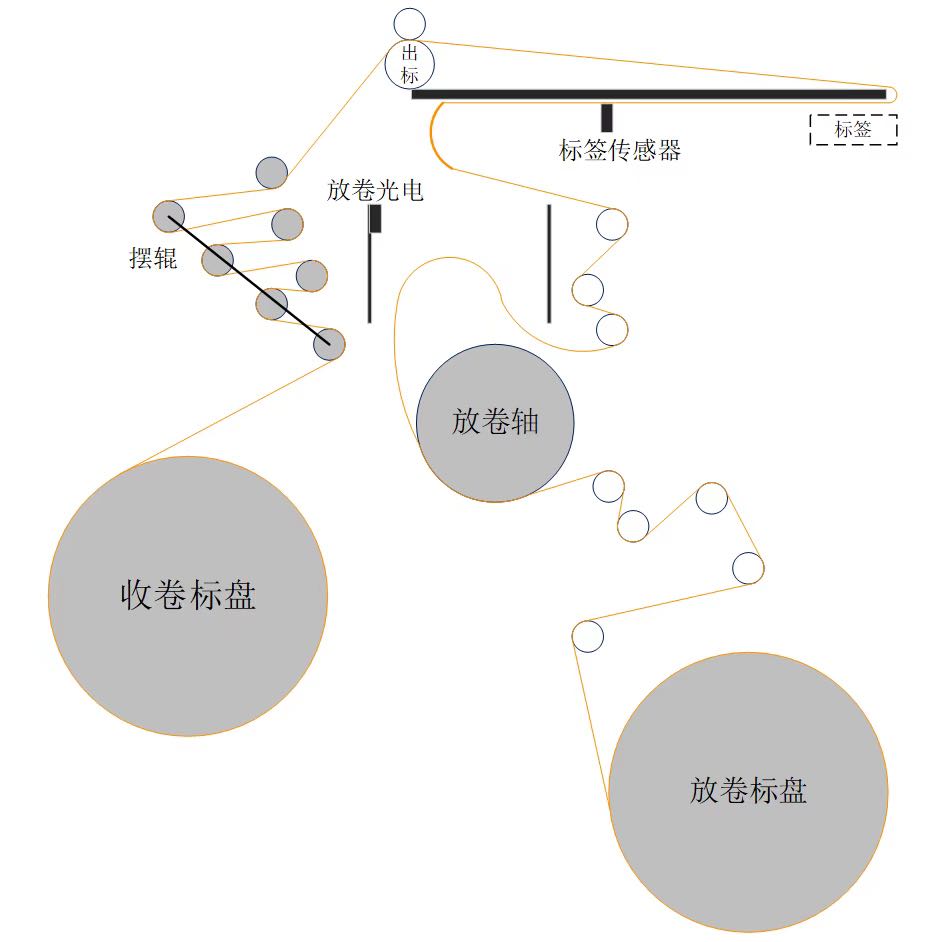
圖4-送標機構
如圖4為標簽的收放卷機構,其放卷必須確保與大盤同步,并能夠進行補充調整,而收卷則采用扭矩控制模式,帶擺輥的方式。通常送標帶色標的方式,送標控制由電子凸輪控制及鎖標(LATCH)功能配合完成,確保能夠精準而又平穩的送標過程。在這個過程中,必須對色標、主軸編碼器信號進行微秒級的預測和延時處理,以確保高速中的信號實時同步。
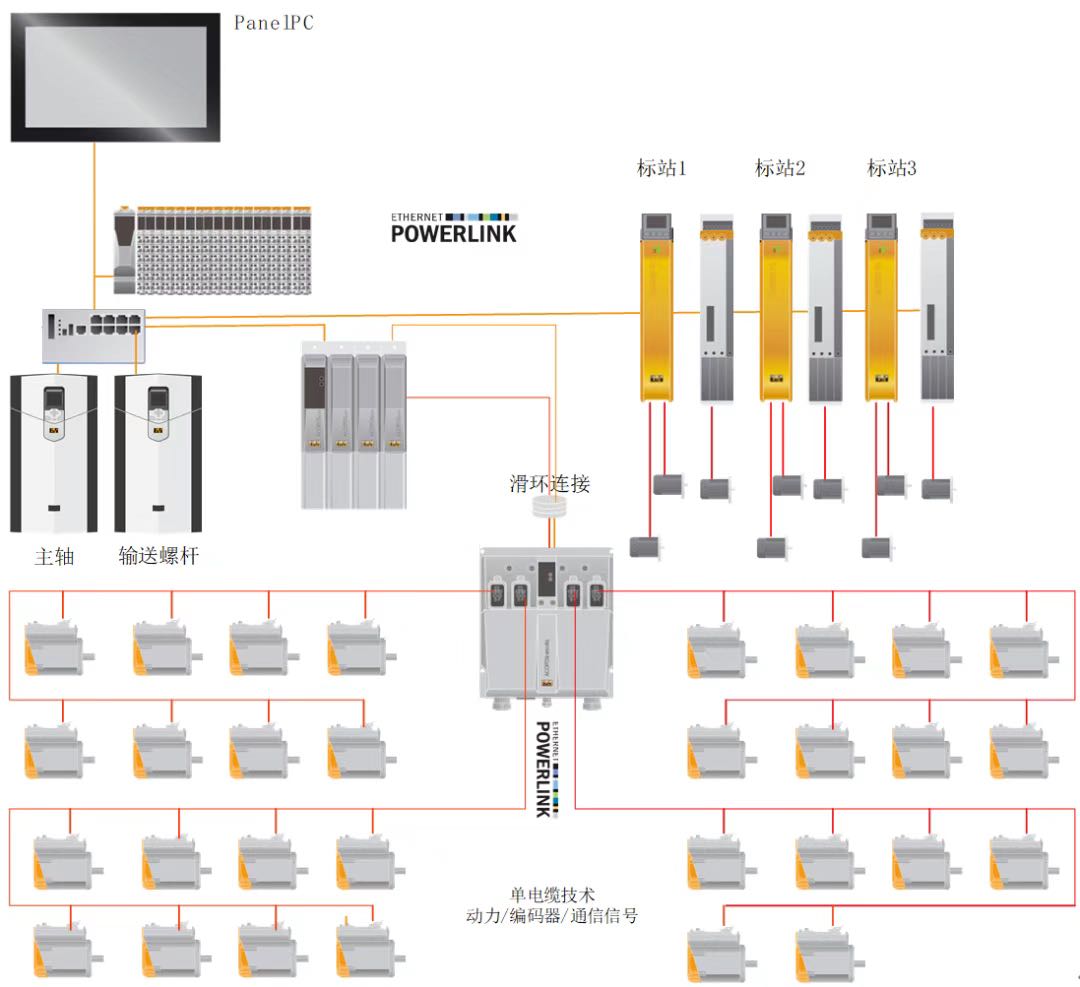
圖5-貼標機系統配置圖
從圖5整個機器的配置可以看到,多達36個伺服電機,其高速同步性,由POWERLINK實時網絡來保障,達到百微秒級的任務周期。而另一方面采用ACOPOSmotor伺服驅動與電機一體的設計,也讓整個接線變得更少,且空間緊湊,易于機械的安裝維護。
在回轉式貼標機中,針對冷膠、熱熔膠、不干膠標準可以實現自動在線監測,自由配對,機械模塊化、電氣硬件模塊化,同時軟件也實現模塊化。
配方存儲與切換:在該機器中,由于經常需要重復生產,或者經常變化尺寸規格、材料等,工藝配方可以進行存儲并調用。
如果您有任何問題,請跟我們聯系!
聯系我們
Copyright ? 上海希喆機械有限公司 2013-2019 ALL Rights Reserved 滬icp備13006091號 技術支持
地址:上海市天祝路818弄嘉鼎大廈